In heavy industry, the smallest component often carries the greatest consequence. A single incorrectly tightened bolt on a pipeline flange, turbine casing, or pressure vessel can trigger catastrophic failure. Consequently, that one bolt can cost millions in downtime, equipment damage, and — worst of all — human lives.
That is exactly why hydraulic bolt tensioners have become the gold standard for critical fastening across the world’s most demanding industrial sectors.
In this guide, you will learn everything about hydraulic bolt tensioners in 2026. Specifically, we cover how they work, where industries use them, how to choose the right one, and why precision bolting is no longer optional in modern operations.
What Is a Hydraulic Bolt Tensioner?
A hydraulic bolt tensioner is a precision tool that applies a direct axial load — a tensile force — to a bolt or stud. First, it stretches the bolt to a specific elongation. Then, the operator tightens the nut while the bolt is under load. Finally, when the hydraulic pressure releases, the bolt contracts and clamps the joint with a highly accurate, repeatable preload.
Torque wrenches, by contrast, apply rotational force that friction heavily influences. Bolt tensioners, however, work purely in the axial direction — so they eliminate torque-related inaccuracies.
The result is simple: a joint that clamps exactly to specification, every time.
How Does a Hydraulic Bolt Tensioner Work? Step-by-Step
Understanding the tensioning process helps engineers and maintenance crews apply the tool correctly and safely.
Step 1 — Thread Engagement First, the operator places the tensioner over the bolt or stud. A puller bar — also called a draw bar — threads onto the exposed stud end. Importantly, it must engage a minimum of 1.5 times the bolt diameter in thread length to ensure a secure connection.
Step 2 — Hydraulic Pressurization Next, a hydraulic pump — manual, pneumatic, or electric — supplies high-pressure fluid into the tensioner cylinder. Typically, this reaches up to 1,500 bar (21,750 psi). This pressure acts on the piston, which then pulls the puller bar and stretches the bolt axially.
Step 3 — Nut Rotation While the bolt stretches under load, the operator turns the nut down hand-tight using a tommy bar through the access slots in the tensioner body. Because the hydraulic system holds all the tension, this step requires very little effort.
Step 4 — Pressure Release After that, the operator releases the hydraulic pressure. The bolt tries to return to its natural length but the tightened nut holds it — therefore creating a precise, controlled residual clamp load in the joint.
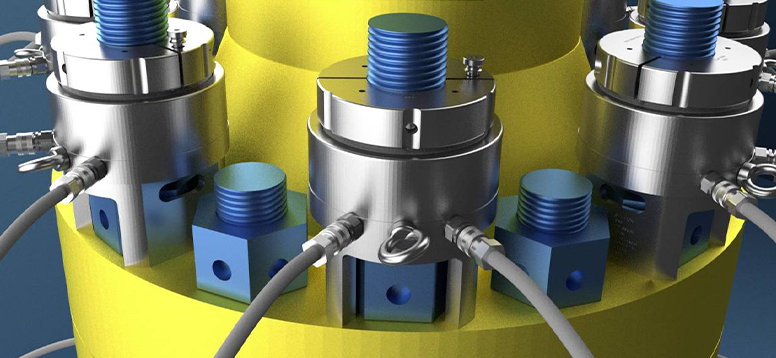
Step 5 — Tensioner Removal Finally, the operator fully depressurises the tensioner, unthreads the puller bar, and removes the tool. The process then repeats around the flange in a sequential pattern — often with multiple tensioners running simultaneously on large bolt circles.
Hydraulic Bolt Tensioner vs. Hydraulic Torque Wrench: Key Differences
Both tools deliver precision bolting, but they are not interchangeable. Here is how they clearly compare:
Working Principle A bolt tensioner applies a direct axial load to the bolt — pure tension with no friction variable. A torque wrench, on the other hand, applies rotational torque to the nut, where friction between the nut face and joint surface affects the final result.
Accuracy Bolt tensioners achieve ±5% accuracy or better — making them highly repeatable. Torque wrenches, however, vary between ±15–25% depending on lubrication, surface condition, and operator technique.
Application Scope Bolt tensioners work best for large-diameter, high-load critical bolting — such as flanges, pressure vessels, and wind turbine towers. Torque wrenches, alternatively, suit medium-range torque applications with good access, like general assembly and maintenance.
Speed When multiple tools run simultaneously on large bolt circles, tensioners are significantly faster. Torque wrenches, however, are faster for single-bolt or lower-torque applications.
Stud Length Requirement Bolt tensioners require an exposed stud end above the nut — at least 1x bolt diameter of protrusion. Torque wrenches, in contrast, need no stud protrusion at all.
The bottom line: For critical, large-diameter bolted joints in oil and gas, power generation, and structural applications, bolt tensioners deliver far superior accuracy and joint integrity. Torque wrenches remain essential, however, for general industrial maintenance.
Types of Hydraulic Bolt Tensioners
Not all tensioners are the same. The right type depends on your bolt size, access space, pressure needs, and industry application.
1. Standard / General Purpose Tensioners: These are the most widely used type. They cover a broad stud diameter range — typically M24 to M160 and beyond. Furthermore, industries such as oil and gas, petrochemical, power, and construction commonly use them for flange bolting during turnarounds and shutdowns.
2. Low-Profile Tensioners Engineers design these for confined spaces where standard tensioners cannot fit. Because of their shorter cylinder height, they access tight flange-to-flange gaps easily. As a result, subsea equipment, compressors, and heat exchangers commonly use this type.
3. High-Pressure Tensioners These tools handle ultra-high-load applications where bolt sizes and clamp loads exceed standard tool capabilities. Consequently, nuclear power stations, subsea wellheads, and large structural steel projects frequently specify them.
4. Multi-Stage Tensioners These allow two or more pressurization passes without repositioning the tool. Engineers use them on critical joints that need multiple tensioning cycles to reach the final target load — particularly where bolt relaxation is a concern.
5. Custom and Application-Specific Tensioners Manufacturers engineer these to order for unique bolt geometries, flange designs, or access limitations. OEM equipment, subsea infrastructure, and non-standard stud patterns typically require this approach.
Where Do Industries Use Hydraulic Bolt Tensioners?
Hydraulic bolt tensioners are the preferred — and often mandatory — bolting method wherever joint integrity is non-negotiable.
Oil and Gas Pipeline flanges, wellhead assemblies, Christmas trees, riser connections, heat exchangers, pressure vessels, and separator vessels all rely on tensioners. Because a bolted joint failure here can range from production loss to explosion risk, tensioners are essential.
Power Generation Steam turbine casings, generator end caps, boiler manways, main steam valve bodies, and condensate pump flanges all require tensioners. Moreover, in thermal and nuclear power plants, bolting standards are extremely stringent, so tensioners are standard operating procedure.
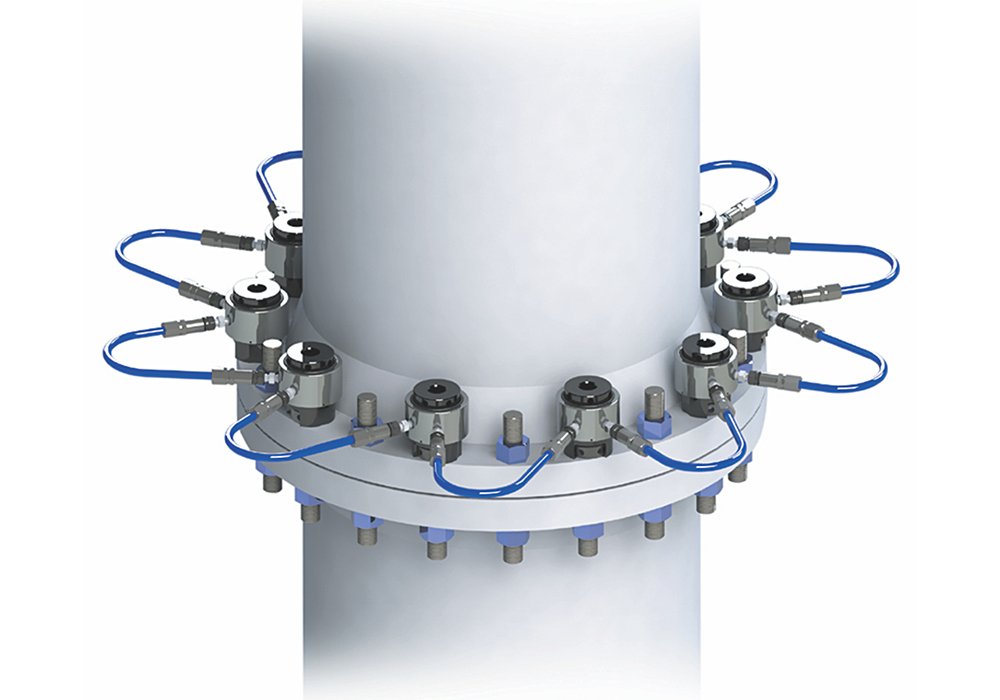
Wind Energy Tower flange-to-flange connections, nacelle bolting, and blade root assemblies all demand uniform bolt preload around the entire flange circumference. Therefore, installation teams widely use multi-tool simultaneous tensioning to achieve this efficiently.
Mining and Heavy Equipment Crusher frames, mill head flanges, large pump casings, and dragline components operate under extreme vibration and dynamic loading. Consequently, accurate preload is critical to preventing bolt self-loosening in these environments.
Petrochemical and Refining Reactor flanges, column nozzles, heat exchanger bundles, and distillation column bolting during planned shutdowns all require tensioners. In addition, international standards including ASME PCC-1 regulate these applications directly.
Offshore and Subsea Subsea wellhead connectors, riser flanges, and pipeline end terminations frequently make tensioning the only viable bolting method. This is because bolt sizes and access constraints in subsea environments rule out other tools.
Construction and Structural Steel High-strength structural bolt assemblies in bridges, stadiums, and large industrial buildings use tensioners wherever bolt preload forms part of the structural design.
Key Technical Specifications to Understand
When you select or specify a hydraulic bolt tensioner, these are the parameters that matter most:
Stud Diameter Range This defines the range of bolt and stud diameters the tensioner works with. Manufacturers usually express it in metric M-series or imperial UNC/UNF thread sizes.
Operating Pressure This is the maximum hydraulic pressure the tool handles — typically between 700 bar and 1,500 bar (10,000 to 21,750 psi). Generally, higher pressure means higher tensile force output.
Tensile Force / Load Capacity This is the maximum axial load the tensioner applies to the bolt — in kilonewtons (kN) or tonnes-force. Crucially, this must match the bolt’s yield strength and the joint’s engineering requirements.
Stroke Length This is the distance the piston travels during pressurisation — in millimetres. The stroke must be long enough to elongate the bolt to the required preload within the tool’s range.
Puller Bar Thread Type and Size The internal thread on the puller bar must exactly match the exposed stud thread. Incorrect thread engagement is both a safety risk and damages tooling — so always verify this before use.
Minimum Stud Protrusion This is the stud thread length that must extend above the nut for safe puller bar engagement — typically 1 to 1.5 times the nominal bolt diameter.
Bridge Clearance and Height This determines whether the tensioner physically fits over the nut and onto the flange within the available clearance space. Always confirm this measurement on-site before mobilising tooling.
Safety Best Practices for Hydraulic Bolt Tensioning in 2026
Industrial bolting incidents usually happen not because of equipment failure, but because of incorrect setup, wrong pressure settings, or poor training. Therefore, follow these non-negotiable safety practices on every job:
Inspect tooling before every use. Check the tensioner body, piston seals, puller bar threads, and hydraulic hose connections before each operation. Additionally, remove any damaged or worn tooling from service immediately.
Use calibrated pumps only. The hydraulic pump pressure gauge is your primary control instrument. Therefore, always use calibrated, traceable gauges and confirm that calibration dates are current.
Verify thread engagement before pressurising. The puller bar must thread fully onto the stud with at least 1.5 diameters of engagement. Never pressurise a tensioner with insufficient thread contact.
Never exceed the rated operating pressure. Operating above the tool’s rated pressure risks cylinder failure. As a result, always set pressure relief valves correctly before starting any job.
Keep all personnel clear during pressurisation. Maintain a safe exclusion zone around active tensioning operations. Because hydraulic hoses under high pressure store enormous energy, treat every connection point as a potential hazard.
Always follow the correct bolt sequence. Never tension bolts in a random order. Instead, use a cross-bolting pattern on circular flanges to ensure even load distribution and prevent flange distortion.
Document every operation. Record pressures applied, number of passes, bolt elongation readings, and tool identification numbers. Furthermore, this documentation is increasingly a regulatory and insurance requirement on critical assets.
Use trained operators only. Hydraulic bolt tensioning requires formal competency — not just familiarity with the tool. Therefore, ensure all operatives hold recognised bolting training certification before they work on live joints.
Bolt Tensioning Standards and Compliance in 2026
Bolting on critical industrial equipment follows a clear framework of international standards. These standards specify how joints must be assembled, documented, and verified.
ASME PCC-1 — This is the most widely referenced standard for process industry flange bolting. It covers bolt load requirements, tool selection, and joint assembly procedures.
EN 1591 — This European standard covers flanged joint assembly. Specifically, it provides calculation methods for determining the required bolt load in pressurised flanged connections.
ISO 16047 — This standard defines torque and clamp force testing. As a result, it is directly relevant for bolt tensioning calibration verification.
ASME B31.3 — This is the Process Piping Code. It governs bolted joints in process piping systems and references PCC-1 directly for assembly guidance.
API Standards — Various API documents, including API 6A and API 17D, specify bolting requirements for wellhead and subsea equipment.
Moreover, in 2026, asset owners in oil and gas, power, and petrochemical sectors increasingly require full digital documentation of bolting operations. This includes tool calibration records, pressure data, and operator certification — all as part of their asset integrity management programs.
How to Select the Right Hydraulic Bolt Tensioner: A Practical Checklist
Use this step-by-step framework when you specify a bolt tensioner for a project or procurement:
- First, confirm the stud diameter and thread specification — metric or imperial, coarse or fine pitch.
- Next, determine the required bolt preload from the engineering specification or flange calculation.
- Then, calculate the hydraulic pressure needed to achieve that load using the tensioner’s pressure-to-load conversion chart.
- After that, verify the pump’s rated pressure meets or exceeds the requirement.
- Check the minimum stud protrusion available on the actual joint — if it is insufficient, review the design before proceeding.
- Measure the available clearance above the nut and around the flange for the tensioner bridge fit.
- Decide whether to use single-tool sequential tensioning or multi-tool simultaneous tensioning based on flange sensitivity and schedule.
- Confirm you have spare seals, puller bars, and pressure hoses available for the full job duration.
- Verify that tool calibration is current and traceable to a recognised standard.
- Finally, confirm that all operators hold current training and competency certification before mobilising.
The Real Cost of Getting Bolt Tensioning Wrong
Incorrect bolt preload does not always show up immediately. Instead, joint leaks, bolt fatigue cracking, and gasket failure can develop over weeks or months — making root cause analysis difficult and expensive.
Here are the real-world consequences that follow improper bolting:
Unplanned shutdown. A single leaking flange on a process line can force a full plant shutdown. Because many plants lose $500,000 or more per day of downtime, the cost of precision tooling and training becomes negligible by comparison.
Gasket damage. Over-tensioning crushes gaskets beyond their design limit. Consequently, this reduces sealing effectiveness and forces full joint disassembly at the next turnaround.
Bolt fatigue failure. Under-tensioned bolts in dynamic applications experience cyclic loading well above their fatigue threshold. Over time, this leads to stress cracking and eventually bolt fracture.
Regulatory and insurance consequences. A joint failure on a pressure boundary in oil and gas or power generation can trigger regulatory investigation, HSE reporting, and insurance disputes that drag on for years.
Reputation and contract risk. For EPC contractors and maintenance service providers, a bolting-related incident on a client’s plant can permanently end a long-term commercial relationship.
Why Choose PLUZ Group for Hydraulic Bolting Solutions
At PLUZ Group, we supply precision hydraulic bolting tools and systems to industrial operations across the UAE, Gulf region, UK, East Africa, and beyond — from our main hub in Ras Al Khaimah.
We select our hydraulic torque wrench and bolting system range for one reason: reliable performance in real industrial environments. Whether you manage a planned shutdown on a refinery, assemble wind turbine tower flanges in the field, or maintain heavy mining equipment in a remote location — we have the tooling, technical support, and supply capability to back your operations fully.
We work directly with plant engineers, procurement managers, and maintenance contractors to match the right tool to the right job. We never simply supply equipment off a shelf.
Here is what you get with PLUZ Group:
Precision-engineered hydraulic bolting tools for critical industrial applications. Technical consultation from application engineers who understand your operating environment. Export-ready supply from our UAE base to key industrial markets worldwide. Full product documentation, dimensional drawings, and accessory compatibility support included with every order.
Final Word: Precision Bolting Is Not a Cost — It Is Insurance
In 2026, the industrial sector faces more pressure than ever. Turnaround schedules are tighter, safety regulations are stricter, infrastructure is ageing, and asset integrity faces greater scrutiny. In this environment, cutting corners on bolting is not a saving — it is a liability.
Hydraulic bolt tensioners represent the most accurate, repeatable, and verifiable method of achieving correct bolt preload on critical joints. Furthermore, when operators use them correctly — with the right tooling and proper training — they eliminate the single largest variable in bolted joint assembly. As a result, they protect your plant, your people, and your production simultaneously.
Therefore, if you are specifying or procuring hydraulic bolting solutions for your next project or shutdown, speak with our team at PLUZ Group today. We are ready to help you get it right.
Request a Technical Quote → pluz-group.com/contact
View Our Full Hydraulic Bolting Range → pluz-group.com/products
Published by PLUZ Group | Hydraulic Machinery Suppliers, UAE Ras Al Khaimah, United Arab Emirates | hello@pluz-group.com | +971 52 221 1895


